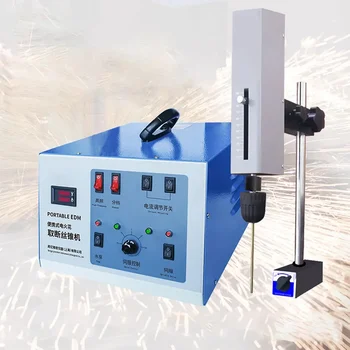











220V 400W M2-M30 Высокочастотный Электроимпульсный Перфоратор EDM С Электроэрозионной Обработкой (EDM) Метчиков, Болтов, Шурупов, Сверл
Мощность: 400 Вт
Механизм регулировки тока: 2 передачи
Доступный диапазон метчиков: M2-M30
Ход автоматической обработки: 100 мм
Второй ход: 300 мм
Можно пробивать глухие отверстия: 0,8-10 мм
1. Принцип работы высокочастотного электроискрового станка
Во время электроимпульсной обработки электрод и обрабатываемая деталь соответственно подключаются к двум полюсам высокочастотного источника питания, а рабочей жидкостью является жидкость, распыляемая универсальным магнитным соплом.С помощью системы автоматического регулирования зазора контролируется подача электрода инструмента к обрабатываемой детали.Когда зазор между двумя электродами достигнет разрядного расстояния, импульсное напряжение, приложенное к электроду, разрушит рабочую жидкость и вызовет электрический искровой разряд.В момент разряда дуга создает резко высокую температуру и сопровождается изменением давления, так что металлический материал в этот момент немедленно плавится, испаряется и взрывается в рабочей жидкости, а также конденсируется в мелкие твердые частицы, которые уносятся рабочей жидкостью.В это время в результате электролитической коррозии на поверхности металла образуется углубление, разряд прекращается, и рабочая жидкость восстанавливает состояние изоляции.Сразу после того, как следующий импульс напряжения продолжит разряжаться, повторите описанный выше процесс.Хотя при каждом импульсном разряде коррозия металла очень незначительна, существуют тысячи импульсных разрядов в секунду, которые могут быстро вызвать коррозию металла и достичь определенной производительности.При условии поддержания постоянного разрядного промежутка между электродом-инструментом и обрабатываемой деталью при электроэрозионной обработке заготовки электрод-инструмент непрерывно подается на заготовку, и, наконец, обрабатывается форма, соответствующая электроду-инструменту.
В качестве материала для электроэрозионной обработки электроды инструмента часто выбирают из материалов с хорошей электропроводностью, высокой температурой плавления, простотой обработки и стойкостью к электрической коррозии, таких как медь, графит и медно-вольфрамовые сплавы.При ежедневном использовании сломанных предметов, таких как краны и другие сломанные предметы, предпочтительно использовать экономичные и простые в использовании латунные материалы для достижения хороших результатов.Например, сломанный вал винта может быть обработан электродом шестигранной или плоской формы (электрод представляет собой латунный стержень), и соответствующая канавка обработана, а затем ее можно удалить гаечным ключом.Для обработки других сломанных инструментов пользователи могут гибко использовать их в соответствии с различными формами и размерами.
В качестве рабочей среды рабочая жидкость играет важную роль в охлаждении и удалении стружки во время обработки.Поэтому обычно используются среды с низкой вязкостью, высокой температурой вспышки и стабильными эксплуатационными характеристиками, такие как керосин и очищенная вода.При ежедневной обработке в качестве рабочей жидкости можно использовать керосин для предотвращения окисления алюминиевых деталей; для получения хороших результатов при обработке чугуна, стали и других деталей можно использовать чистую водопроводную воду.
| Тип | Другое |
| Происхождение | Материковый Китай |
| Номер модели | / |
0 Отзывы об этом продукте
Добавьте отзыв
Ваш адрес электронной почты опубликован не будет. Обязательные поля отмечены *
Сопутствующие товары

Тепловой пистолет для сварки пластика мощностью 100 Вт с 400 шт скобами, Горячий степлер, паяльник, Сварочный пистолет для ремонта автомобильных бамперов
сварочный аппарат для пластика мощностью 100 вт, пистолет для сварки пвх со скобами 400шт, набор для сварки пластика горячим степлером, сварочный пистолет для ремонта бампера автомобиля особенность: 1.

описание гибкая конструкция этих удилищ для гадания делает их универсальными и способными удовлетворить ваши потребности в обнаружении.их можно использовать для поиска


вниманию покупателей из испании: если в вашем адресе указаны следующие почтовые индексы, пожалуйста, не выбирайте испанский склад. почтовый индекс начинается с 35/38. доставка

110 мм Открывалка Для Отверстий Керамика Зенковка Алмазное Отверстие Будды Бусина Округление Полировка Сверло Инструмент для Стеклокерамики
1368 функций: ootdty абсолютно новый и высококачественный достигайте точности сверления с помощью этого отверстия в стекле диаметром 110 мм, покрытого алмазом.идеально


detail_decorate_root#.магия-1{ширина:750px}#detail_decorate_root .магия-3{коробчатого проклейки:граница-коробка;маржа:0;обивка:0;цвет:#2e3033;семейство шрифтов:arial, текст microsoft yahei , \\5fae软雅黑 , \\5b8b体 , malgun .магия-4{коробчатого

Беспроводной Электрический Гвоздезабиватель Прямой/N-образной Формы для Забивки Гвоздей с 32 мм 50 мм Гвоздями Перезаряжаемый Гвоздезабивной Станок Для Батареи Ma kita
этот гвоздезабивной станок прост в использовании и поддерживает как прямые гвозди, так и гвозди n-образной формы, что повышает гибкость использования станка и эффективность работы.мощный

r eminder: цены на некоторые товары приведены только для удобства редактирования.продавцы, которые делают фотографии по онлайн-ценам, имеют право не отправлять их.пожалуйста,

название: дноуглубительная машина hercules pipe модель: тип 150 напряжение: 220 в частота: 50 гц номинальная мощность: 2200 вт номинальная частота вращения: 400 об/мин используемый

параметры продукта: режим работы: ручной площадь печати: 50x50 мм (для больших площадей рекомендуется использовать пневматическую) размер стальной пластины: 100x100 мм горизонтальный

Простые ручные станки для раскатки табака, курительные трубки, 70-миллиметровый валик, ручная сигаретница
легкий ручной станок для завальцовки табака, курительные трубки, 70 мм роликовый ручной производитель сигарет характеристики: 100% новый бренд и высокое качество у

характеристики: 100% абсолютно новый и высококачественный сменный вал может быть установлен в электродрели для шлифовки, резки плитки, дерева, полировки металла и т.д. конструкция

уведомление для покупателей: эта цена не включает страховку и любые налоги в стране-импортере любые расходы по импорту или страхованию несет покупатель спасибо за ваше понимание

характеристики: * практичный и портативный: инструмент с плоской планкой может заменить поврежденные или изношенные детали, панели, корпуса, жк-экраны вашего телефона; плоская

описание продукта интерфейс запуска sip6 дифференциальный датчик давления all 5 дюймов d-mv напряжение питания (dc) 16,0 в номинальное напряжение (dc) 16,0 в выходное напряжение ≤ 20,0

detail_decorate_root#.магия-1{ширина:750px}#detail_decorate_root .магия-3{маржа-топ:0;маржа-слева:0;ширина:750px;высота:750px}#detail_decorate_root .магия-4{вертикального выравнивания:сверху} detail_decorate_root#.магия-6{вертикального

detail_decorate_root#.магия-0{маржа-дно:10px;переполнение:скрытый} detail_decorate_root#.магия-1{вертикального выравнивания:сверху}#detail_decorate_root .магия-2{вертикального выравнивания:сверху;дисплей:блок;обивка-право:в

VCGT Алмазный PCD CBN Токарный Инструмент VCGT160404 NX100 Токарный станок С ЧПУ Твердосплавные Пластины
описание продукта упаковка и доставка профиль компании


характеристики: 100% абсолютно новый. 2 шт./лот прокладки крышки головки клапана подходит для honda gx390 gx340 gx270 gx240 генератор двигателя мощностью 8 л.с.-13 л.с. и т.д. замените

набор инструментов для чистки и ремонта сопел пистолета-распылителя для аэрографа из 1/2 предметов, набор игл-распылителей и кистей для аэрографа, портативные инструменты для

Сверла 5 Канавок Сверла 13 мм Диаметр 36 мм Длина 3шт 45 # Сталь 5 Канавок 90 Градусов Диаметр хвостовика 6,35 мм Серый
характеристики: * зенковка с пятью канавками для снятия фаски с шестигранным хвостовиком 1/4 дюйма. * отлично подходит для сверления отверстий под углом 90 градусов в дереве

1 шт. фреза для чистки древесины с хвостовиком 8 мм, 16 размеров торцевой фрезы из карбида вольфрама, деревообрабатывающие инструменты, фреза
1шт 8 мм хвостовик для очистки нижней части древесины фреза 16 размеров торцевая фреза из карбида вольфрама деревообрабатывающие инструменты фреза
